

友情鏈接

螺旋鋼管 / MENU LIST
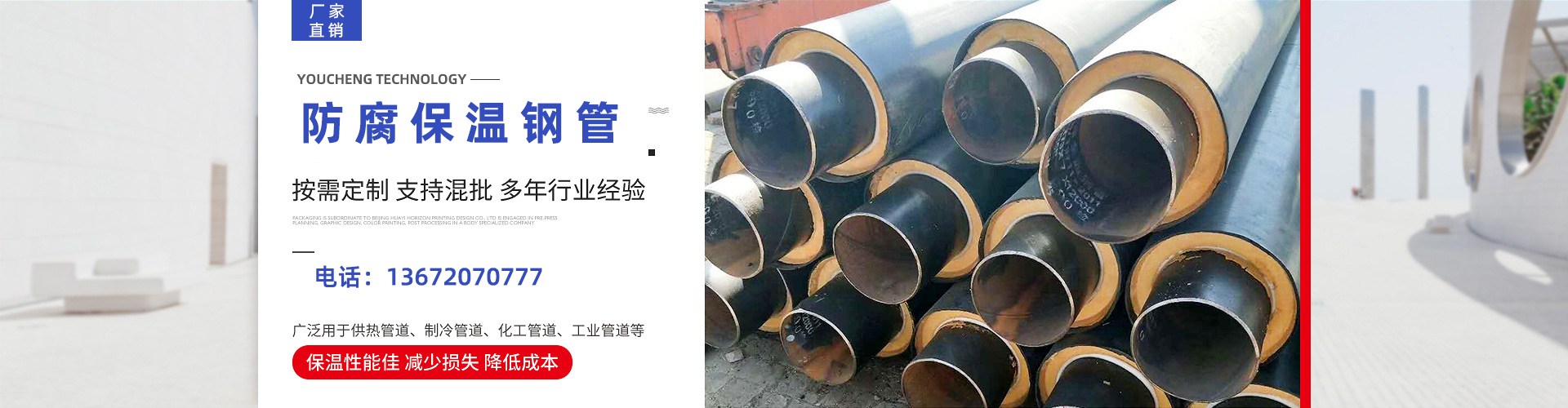
防腐保溫螺旋鋼管是一種保溫作用好,加安全牢固,工程預算低直埋預制保溫管。有用的處理了城鎮集中供熱中130℃-600℃高溫輸熱用預制直埋保溫管的保溫、滾動光滑和暴露管端的防潮難題。防腐保溫螺旋鋼管不只具備傳統管溝和架空敷設管路無法較為的先進技能、有效作用,而且還具有一定的社會效益和經濟收益,也是供熱節能的有力方法。防腐保溫螺旋鋼管采用直埋供熱管道技能,意味著我國供熱管網技能發展現已進入新的征程。

保溫管是由鋼管、玻璃鋼內護套、玻璃鋼外殼組成,其特征是:也包含耐熱隔熱保溫層、光滑層、彈性密封件。本有用新式有用的處理了城鎮集中供熱中130℃-600℃高溫輸熱用預制直埋保溫管的保溫、滾動光滑和暴露管端的防潮難題。
防腐保溫螺旋鋼管主要由四部分組成。工作鋼管:根據運輸介質技能要求分離采用有縫鋼管、無縫管、兩面埋弧螺旋焊接鋼管。隔熱層:采用硬質聚氨酯泡沫。維護殼:采用高密度聚乙烯或玻璃鋼。
漏水報案線:制做防腐保溫螺旋鋼管時,在貼近鋼管的隔熱層中,埋設有警報線,一旦管路某處發作漏水,經過警報線傳輸,便能在專用測量儀表上報案并顯現出漏水的精準方向和漏水水平的大小,便于告知維修人員敏捷解決漏水的管道,保證熱網安全運行。
螺旋鋼管要以帶鋼板卷為原材料,常常溫揉捏成形,以主動雙絲兩面埋弧焊工藝焊接而成的螺旋縫鋼管。原料即帶鋼卷,焊條,焊劑。在投入前都要根據嚴厲的理化檢查。帶鋼首尾連接,采用單絲或雙絲電弧焊接,在疊成鋼管后選用主動電弧焊補焊。成形前,帶鋼根據矯平、剪邊、刨邊,表面梳理運輸和予彎邊解決。
采用電接點壓力表操縱運輸機兩邊壓下油缸的壓力,確保了帶鋼的穩定運輸。采用外控或內控輥式成形。采用焊接間隙操縱設備來確保焊接間隙滿意焊接要求,管經,錯邊量和焊接間隙都得到嚴厲的操縱。內焊和外焊均采用美國林肯電焊機開展單絲或雙絲電弧焊接,隨后獲得安穩的焊接標準。
焊完的焊接均通過線上連續超音波主動傷儀查詢,確保了100%的螺旋焊縫的無損檢測覆蓋率。如有缺陷,主動報案并噴漆標記,生產工人以此隨時調節工藝參數,及時清除缺陷。采用氣體等離子切割機將鋼管切成單條。切成單條鋼管后,每批鋼管頭三根要進行嚴格的首檢準則,查詢焊接的力學作用,化學成分,溶合狀況,鋼管表面品質以及通過無損檢測檢查,確保制管工藝合格后,才能正式投入生產。
焊接上有連續聲波探傷符號的位置,根據手動超音波和X射線復診,如確有缺陷,根據修復后,再次根據無損檢查,直至認可缺陷現已清除。帶鋼對焊焊接及與螺旋焊縫交叉的丁型接頭的地點管,如數根據X射線電視或拍片查詢。每根鋼管根據靜水壓試驗,壓力采用徑向密封。試驗壓力和時刻均由鋼管壓力微機檢測儀器嚴格操縱。試驗參數主動打印記述。
管端機械加工,使端面挺直度,坡嘴角和鈍邊獲得精準操縱。防腐螺旋鋼管的防腐物質、IPN8710防腐螺旋鋼管內腐蝕介質種類較多,有酸、堿、鹽、氧化劑及水蒸氣等,涂料有必要具備化學懶散、耐腐蝕鹽腐蝕,涂層應結構細膩,防潮透水性好,附著力強、堅毅圓潤。